
Related Products


INTAKE BUILDING
If the need isn’t a complete elevator, but improvements are…

BÜHLER TAS™ – LAAB
The TAS™ universal cleaning machine is primarily designed for pre-cleaning…

H-LINE ELEVATORS
H-Line is our product line for daily use, continual operations…


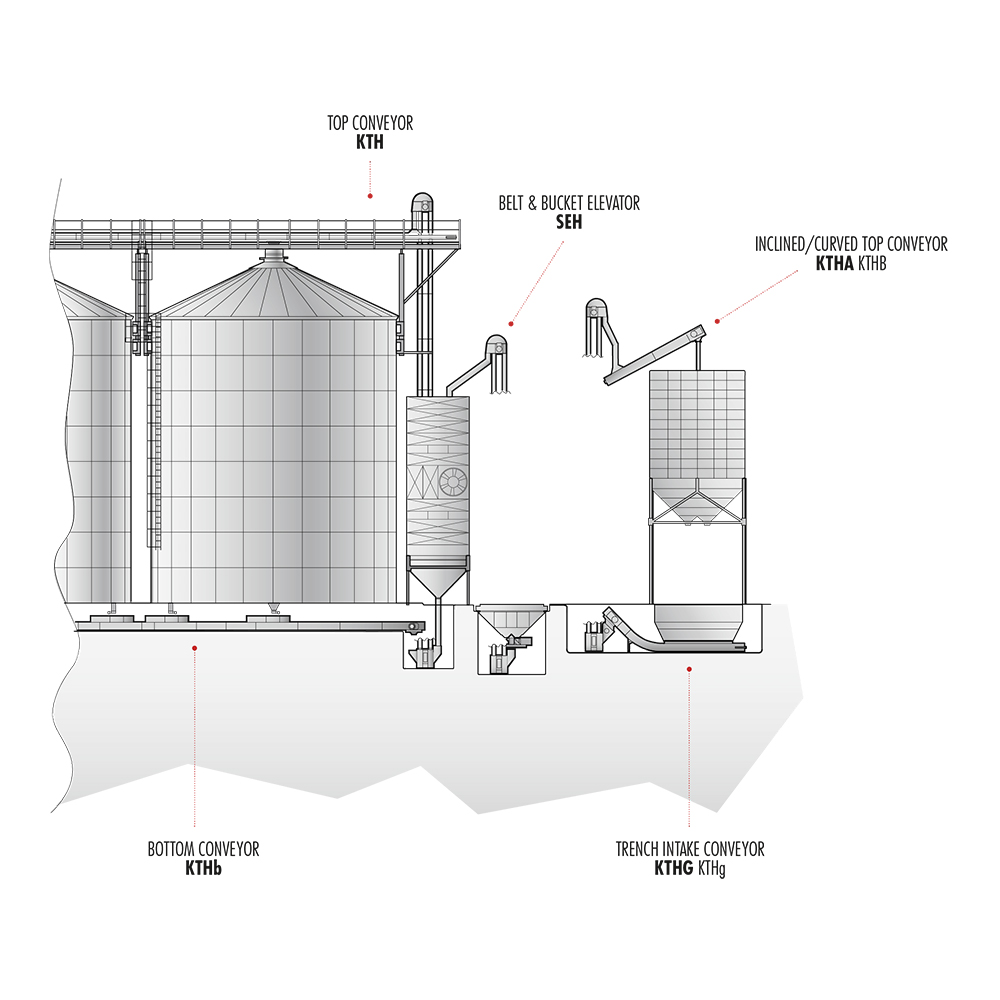
GRAIN STORAGE SILOS
Tornum storage silos are designed for final storage of all…




